
Multiple Finishing Passes
YouTube: https://youtu.be/F3j_0Iv0U9E
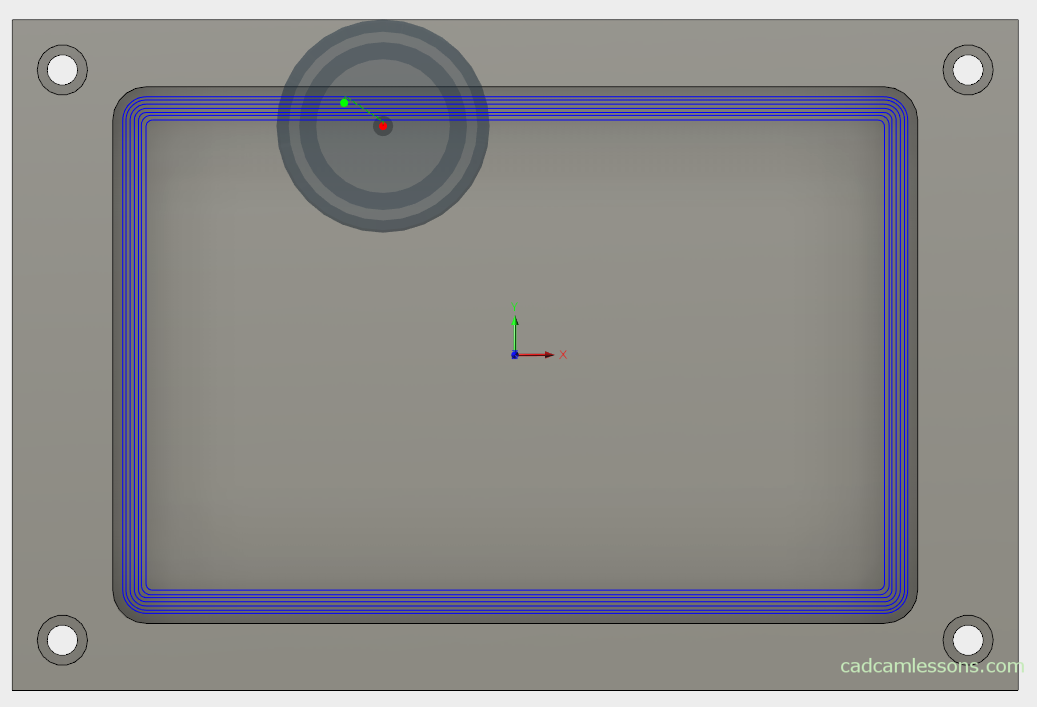
Another option for contour machining is the Multiple Finishing Passes. With this option, we can increase the number of passes around the selected contour in one operation.
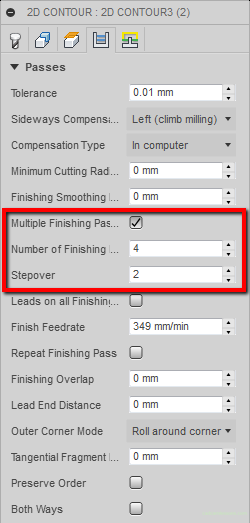
After selecting the option Multiple Finishing Passes, two further fields are activated: Number of Finishing Passes and Stepover.
Number of Finishing Passes
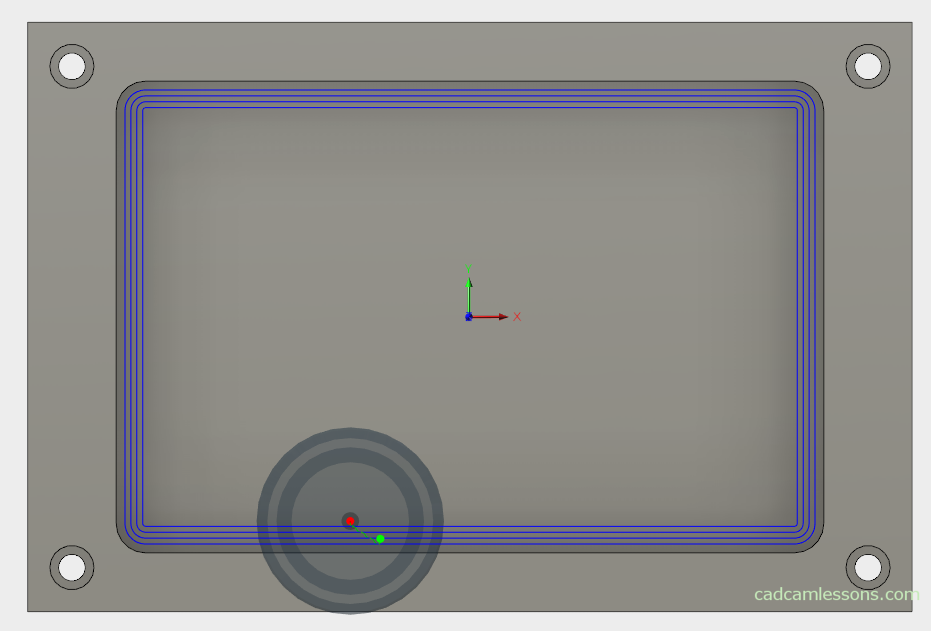
The Number of Finishing Passes parameter is responsible for the number of all passes in this operation. By entering, for example, 4, instead of one standard pass, we get 4 passes distant from each other by the value entered in the Stepover parameter.
This option occurs on many CAM systems. The use everywhere is the same. Adding a few more passes so that the tool does not machine everything at once.
Of course, we can deal with it in a different way. We do one operation with an allowance on the contour, e.g. 6 mm. Another one with an allowance of 3 mm, and another one without an allowance. We can achieve the same effect, however, the programming time of the machining will be significantly longer.
The time will also be extended when we want to edit the operation. What we have in one operation is edited in one go, what we have broken up for several different operations, we have to edit separately. And editing operations is something that occurs quite often when programming machining. So the fewer operations we have, the easier it is to make changes and lower the risk that we will make a mistake or forget something.
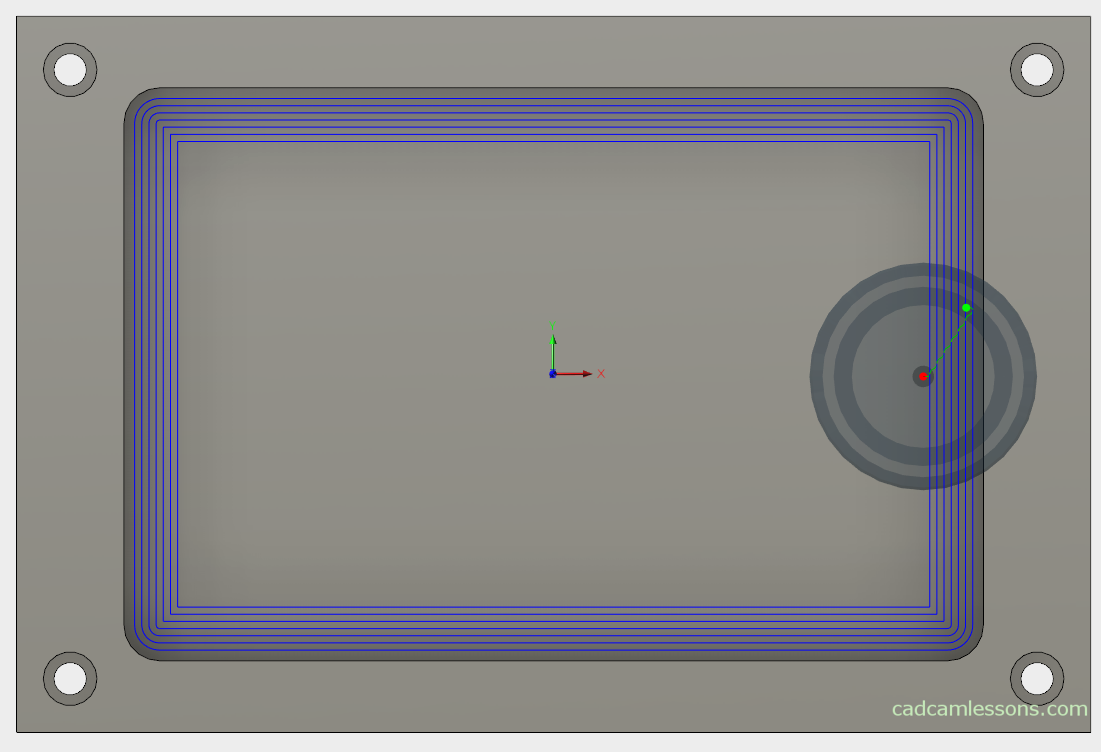
The problem can occur when in the internal contours we add a large number of passes and the initial passes will have sharp corners. In the previous post we mentioned that this is not very good.
Finishing Smoothing Deviation
The next parameter – Finishing Smoothing Deviation – will be helpful.
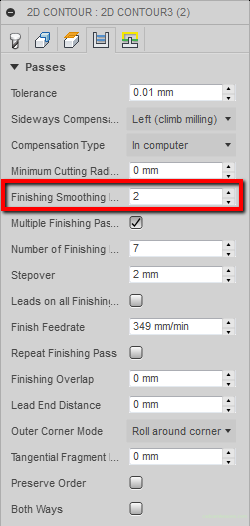
This parameter will add rounding at the corners of the toolpath in additional passes. Where there were sharp corners at the beginning, a radius of at least the value we entered in the field Finishing Smoothing Deviation will be added.
This is another option worth remembering when you encounter sharp corners in the toolpath. Of course, we must remember that in some cases, if we enter too high a radius value, the material may remain unmachined.
If you find my tutorials helpful, you can support CADCAMLessons:
https://ko-fi.com/cadcamlessons