CYCL CALL Heidenhain – Calling the cycle
YouTube: https://youtu.be/5ZobYLqvfp8
CYCL CALL Heidenhain is calling the cycle command.
In the previous lesson, we defined a cycle 232. It is face milling cycle. With a few steps, we have defined the complete operation. But just defining a cycle is not enough to machine the part. We have to call the cycle.
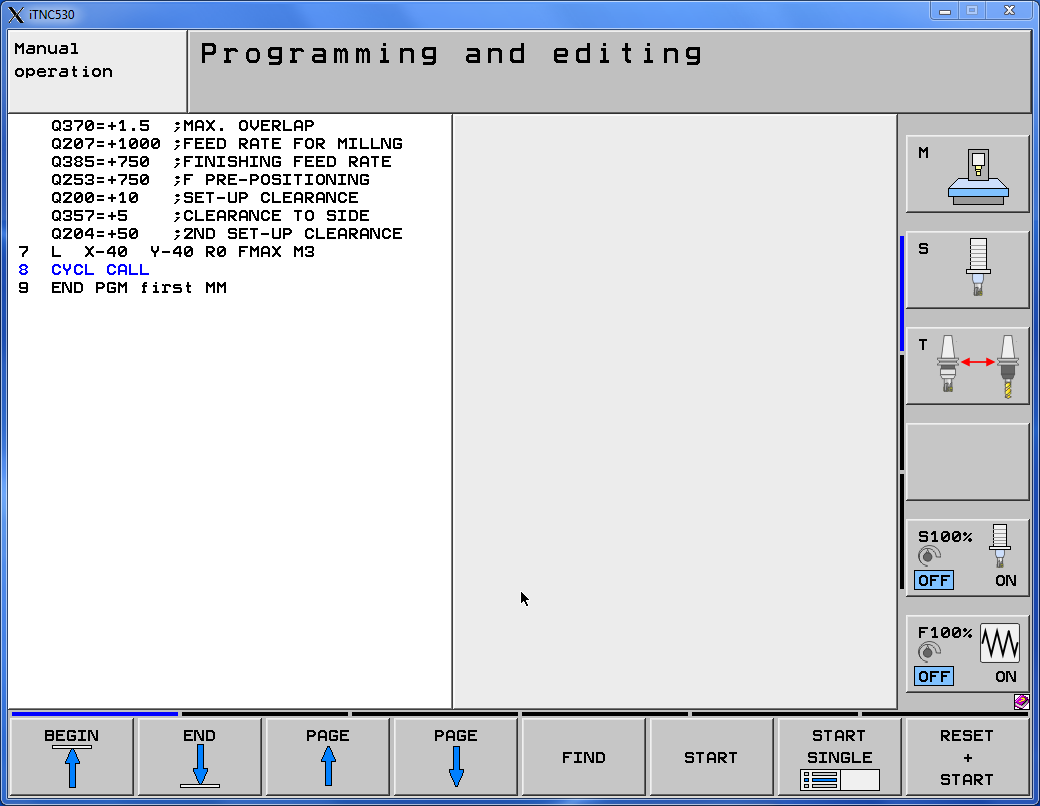
At the beginning, we must pre-position the tool near the starting point.
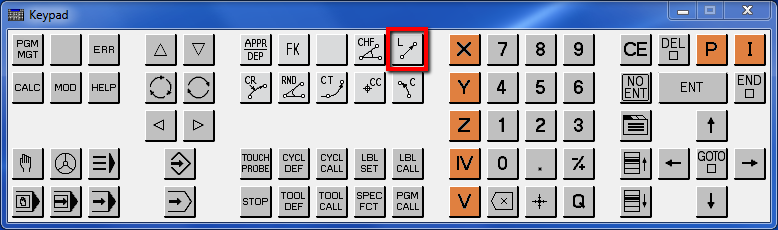
Press the L(ine) button.
Firs enter X value: -40
And press right-arrow.
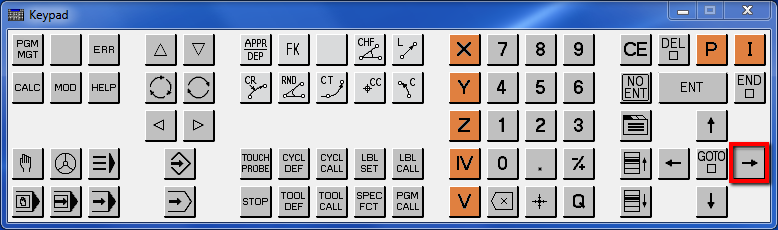
This allows us to enter Y value in one line with X value.
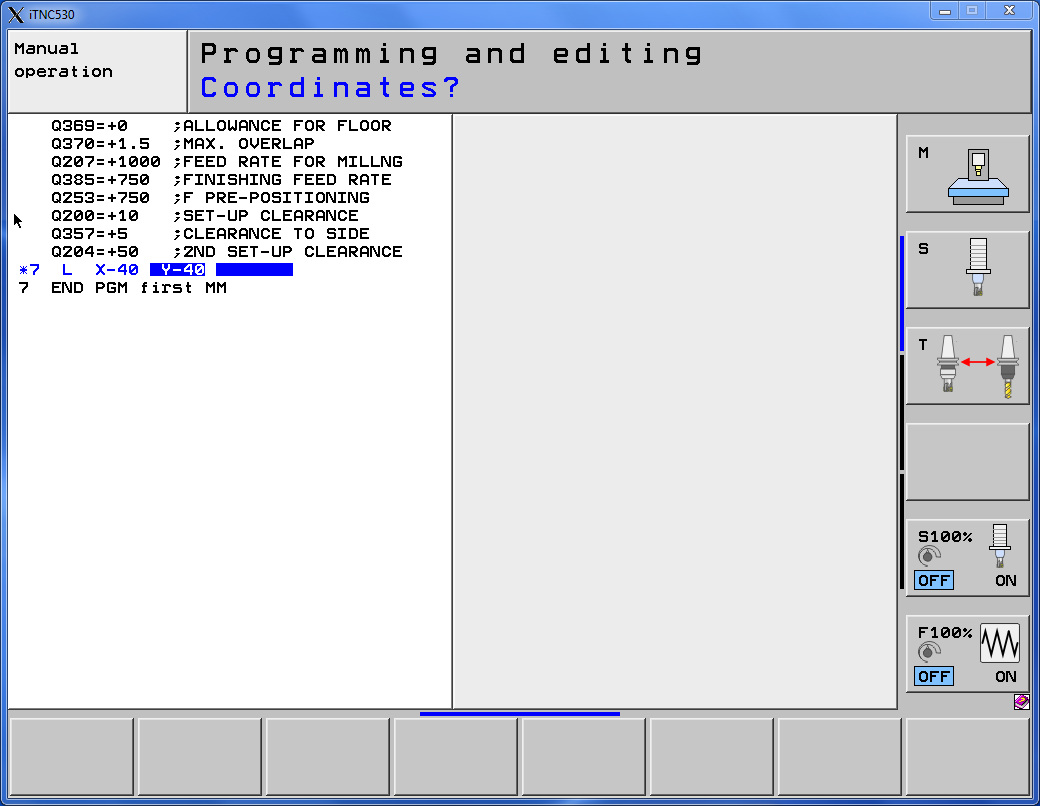
For Y enter -40 and press ENT.
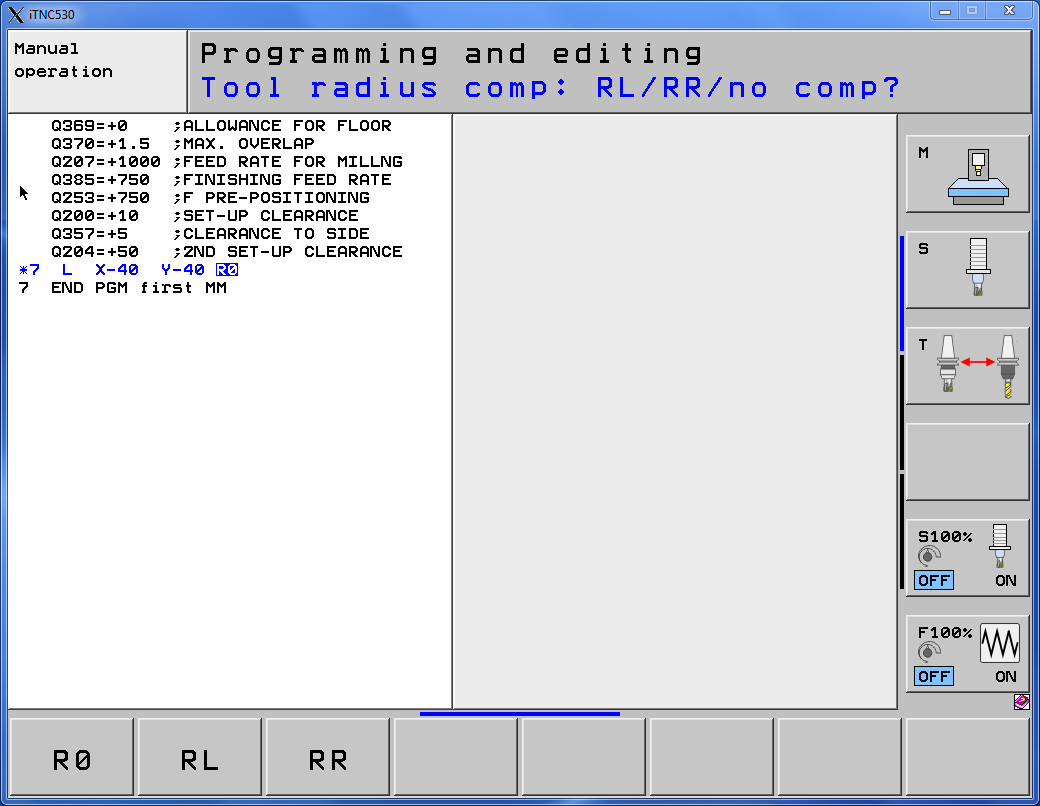
Select R0 options – no compensation. Press ENT.
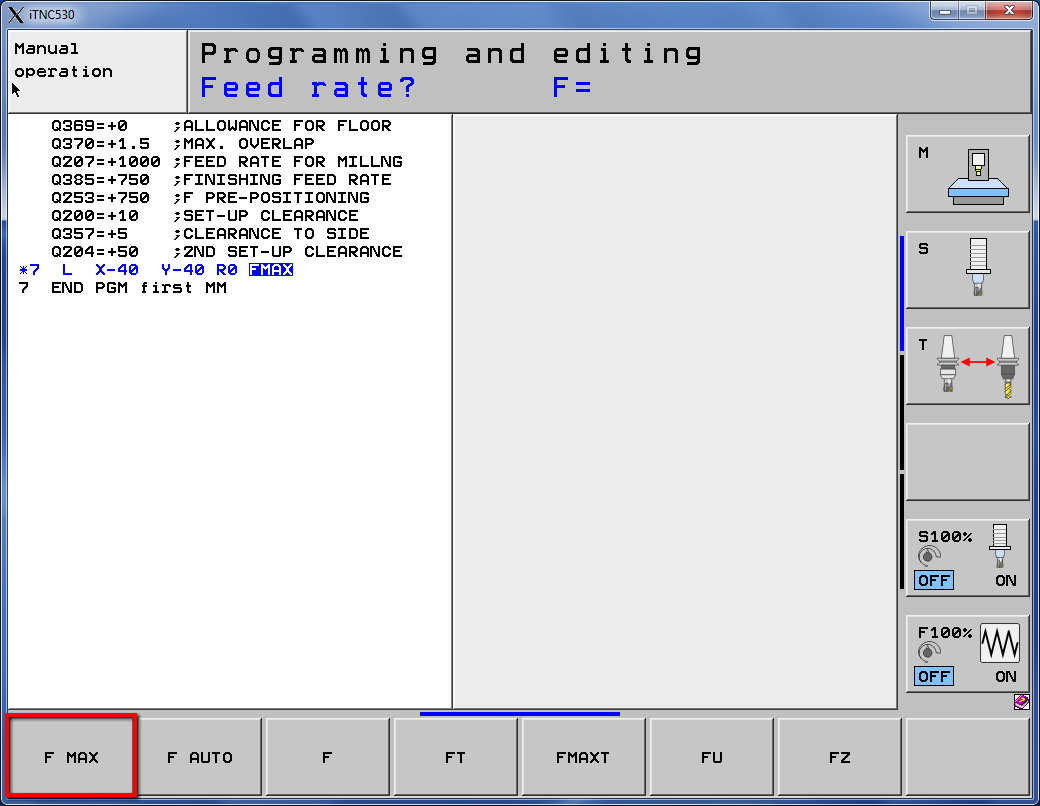
Next, select FMAX for positioning with rapid movements and press ENT.

Next, enter M3 value to start the spindle and press END.

Now we are ready to call the cycle.
So far, our cycle is only defined. We have certain machining parameters. The cycle is stored in the machine’s memory, but it will do nothing until it is called.
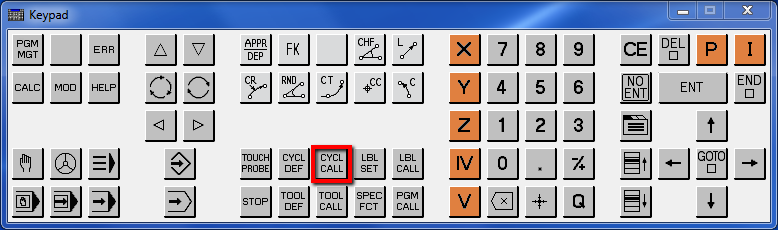
Press the CYCL CALL button.
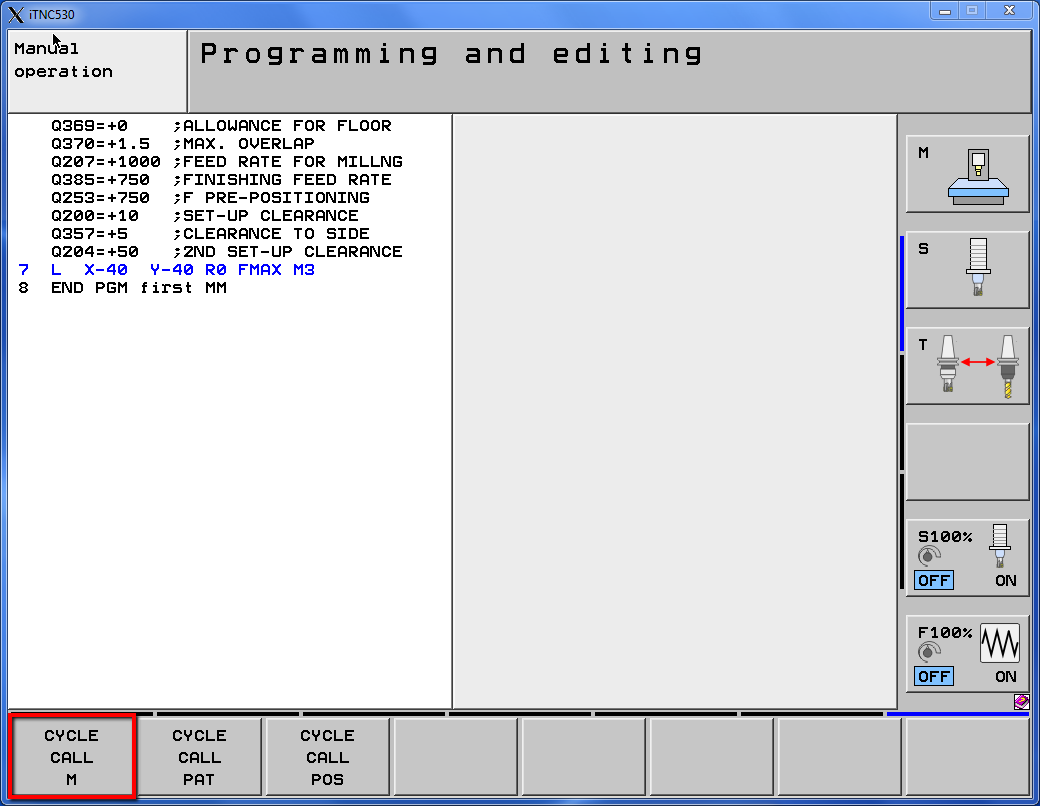
And next press the CYCLE CALL M softkey.

Now we can specify the m-function that will be launched with the cycle or just press END button to call cycle without m-function.
Finally, we must prepare tool retraction out of the material.
Press L button and enter Z value 50 with no compensation, FMAX and M2 function.
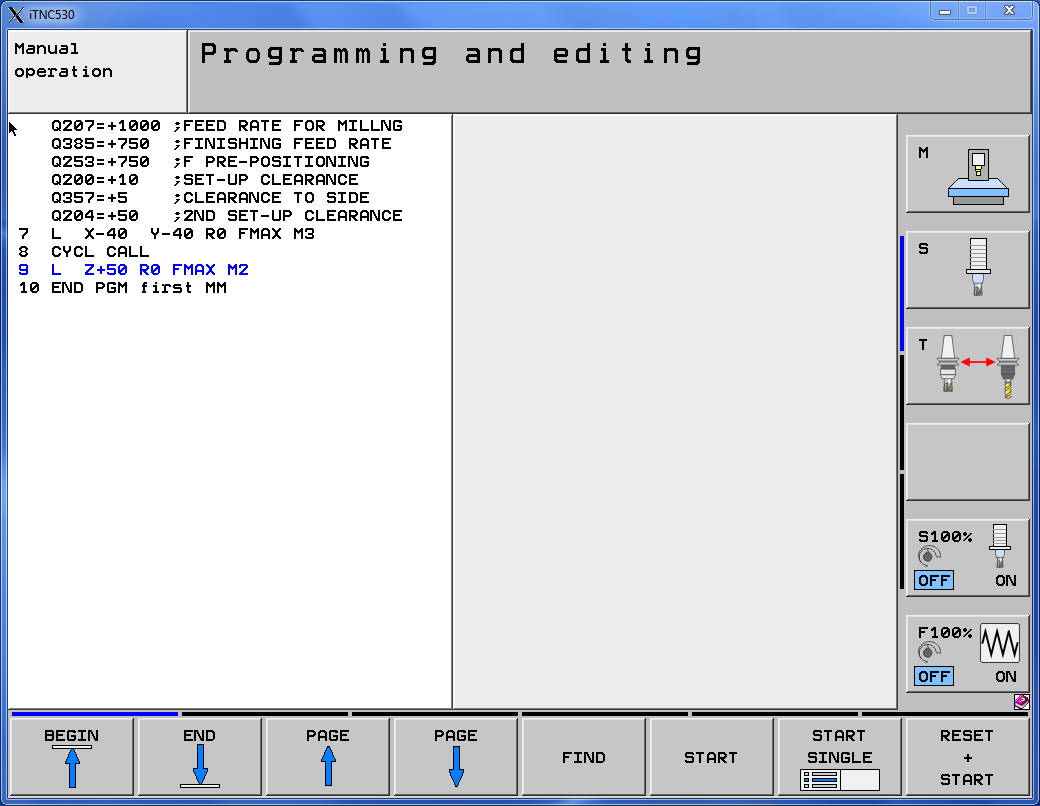
The program is ready to be tested. We will do it in the next lesson.
If you find my tutorials helpful, you can support CADCAMLessons:
https://ko-fi.com/cadcamlessons