
If you find my tutorials helpful, you can support CADCAMLessons:
https://ko-fi.com/cadcamlessons
Lead In/Out – Arc – Alphacam
YouTube: https://youtu.be/081iSp5tZfk
As we have known the tool entry and exit on the line, the way of arc entry and exit the will not be a problem.
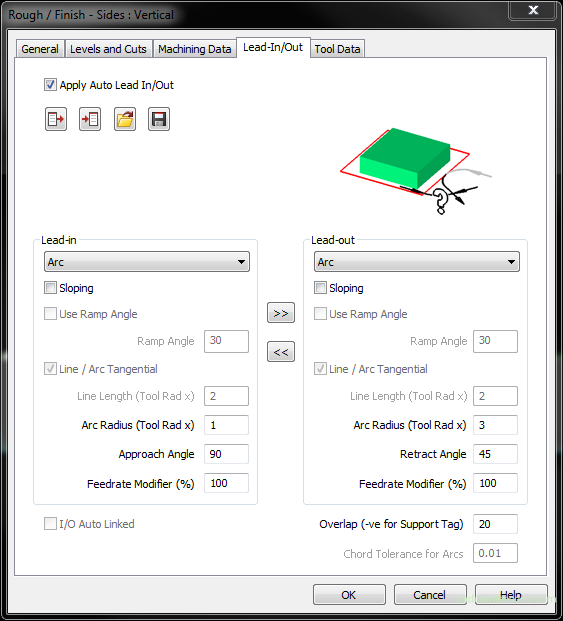
The Arc Radius (Tool Rad x) is the tool radius multiplier and determines the size of the entry arc radius. That is, by typing 1 we will get an arc for entry of a size equal to the tool radius (in our case 10 mm). And the tool out will be on a arc with a radius of 30 mm.
Approach Angle is determined by the angular dimension of the arc. If we imagine that a full circle is an arc with a degree of 360, entering 90, we will get an arc of ¼ circle. Typing 45, we get an arc entry 1/8 circle.
We can also select the Sloping option, it will work the same as in the case of line entry. Only in this case will the arc be sloped.
The other options work as in the case of line entry.
Click OK.
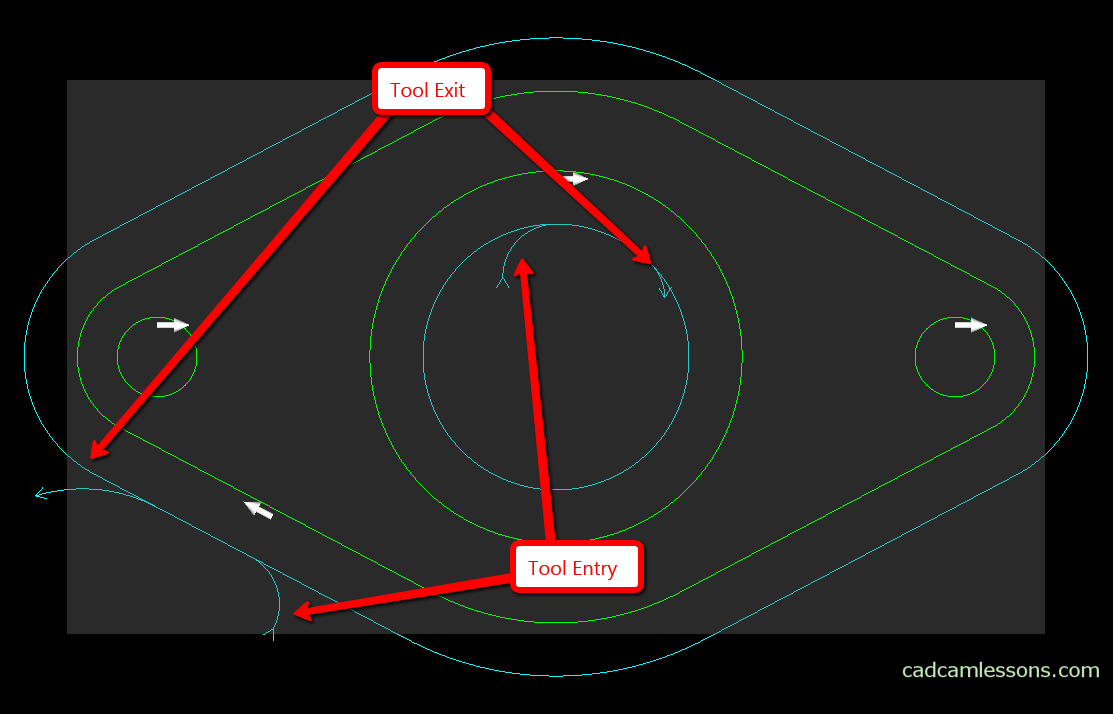
The above illustration clearly shows how the above parameters work. We have an arc entry of ¼ circle with a radius of 10 mm, and the exit of the tool on an arc of 1/8 of a circle with a radius of 30 mm. Of course, these types of parameters are adapted to the machining conditions. It is worth entering into the material in an arc so that the input of the tool is gentle, but sometimes, due to the saving of material, it is better to enter on a sloping line along the machined contour.
With this type of entry and using the tool radius compensation, most CNC machine’s controller can not handle it. There may be a calculation error of the tool path by the controller.
Therefore, it is worth using the Both option.
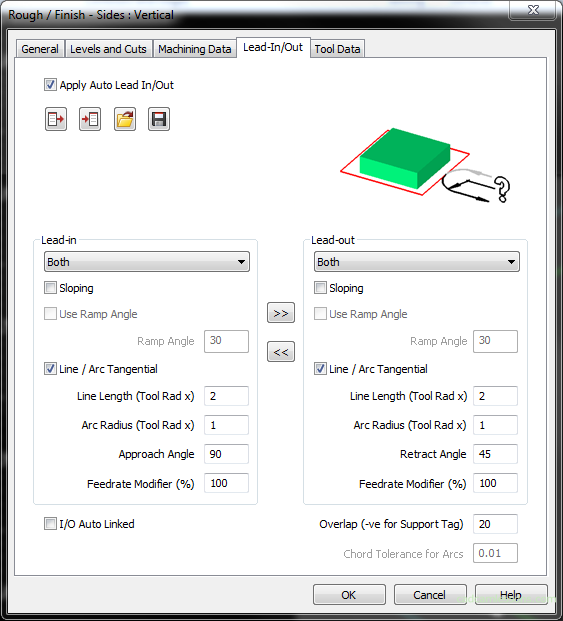
It is a combination of line and arc. After recaluculating the toolpaths, we get something like in the figure below.
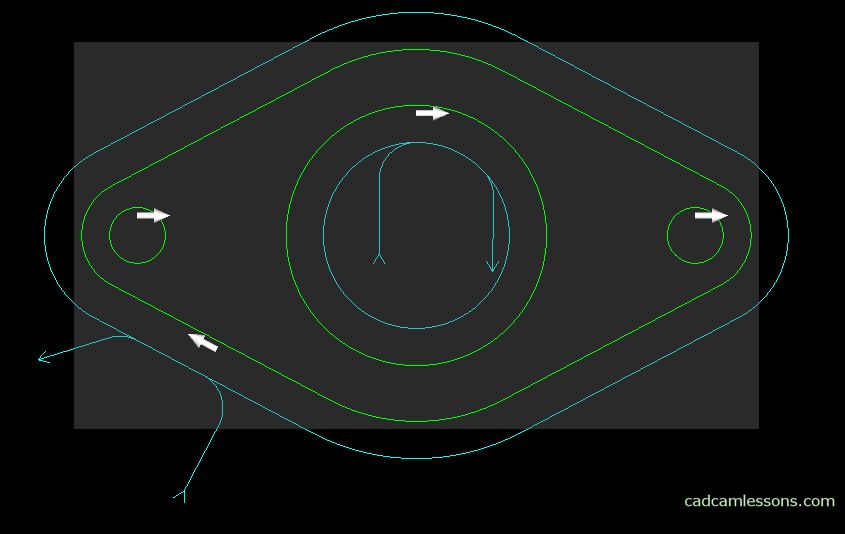
The parameters used are a bit exaggerated, especially for the inner circle. When using different types of tool in and out, we must take care that there are no undercuts with the workpiece or collision with the tooling.
However, the combined entry with line and arc seems to be a good solution. There is a place to apply the tool offset (straight line) and gently enter the material in an arc. It is worth mentioning that switching the compensation does not require such a long straight line. The controller can correctly recalculate the tool path to the applied tool radius compensation value, over a distance of for example 0.5 mm.
The Lead In/Out tab has a few useful parameters.
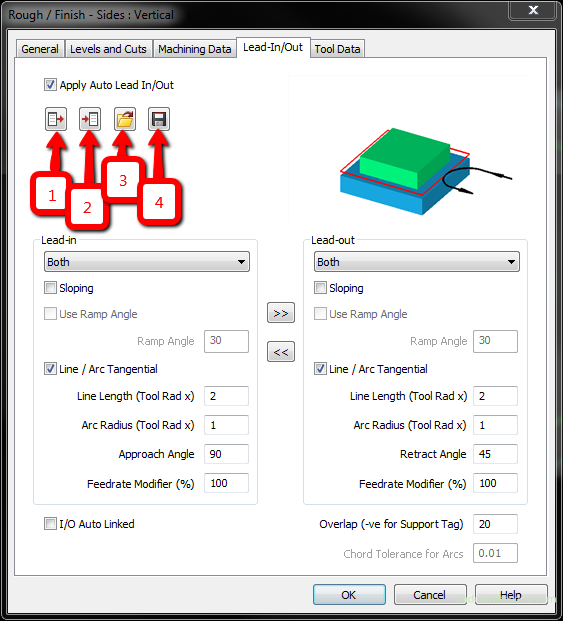
1 – Get Default, allows you to load parameters that we previously saved as default
2 – Set as Default, saves the current parameters of the tool in and tool out as default parameters (which can later be loaded with the previous option).
3 – Load Lead-In/Out Data, allows you to load the lead in and lead out parameters previously saved in the file.
4 – Save Lead-In/Out Data, allows you to save the current Lead-In/Out data to a file, which later can be loaded using the previous option.
In general, it is worth using the adapted lead in and lead out. For example, when using arc as entry, the tool is less vulnerable to breaking and this also has a good effect on the machined surface. In the case of wood-based materials, the step of entering the tool into the material and the entry/exit is often omitted. So, the tool goes down like a drill. Maybe in the case of MDF it is not so problematic, but the tools are adapted more to side milling than the face part. When milling metals, it is not worth entering the material vertically unless the situation requires it and the tool is adapted to it. There are special strategies for vertical, deep milling – it is called plunge milling. But in most cases, such entry into the material will end up with at least the crushed edges of the flutes, and in most cases the breaking the tool. Therefore, while in the case of wood-based materials, an indifferent approach to the entry of the tool into the material will not cause great damage, but in the case of metal milling, we cannot afford it.