If you find my tutorials helpful, you can support CADCAMLessons:
https://ko-fi.com/cadcamlessons
Stock to Leave – Fusion 360
The next section of the Passes tab in contour machining is the Stock to Leave section, which is the section for allowances.
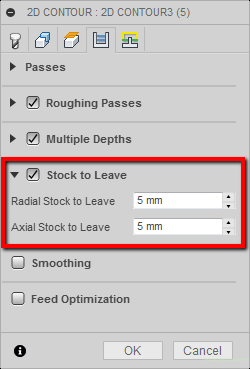
We have two types of allowance.
Radial Stock to Leave, allowance that will remain aside and Axial Stock to Leave, allowance that will remain on the bottom.
Let’s check it out with an example. If this section is unchecked, the machining will be carried out so that the tool “touches” the workpiece and machine at the full depth the indicated contour.
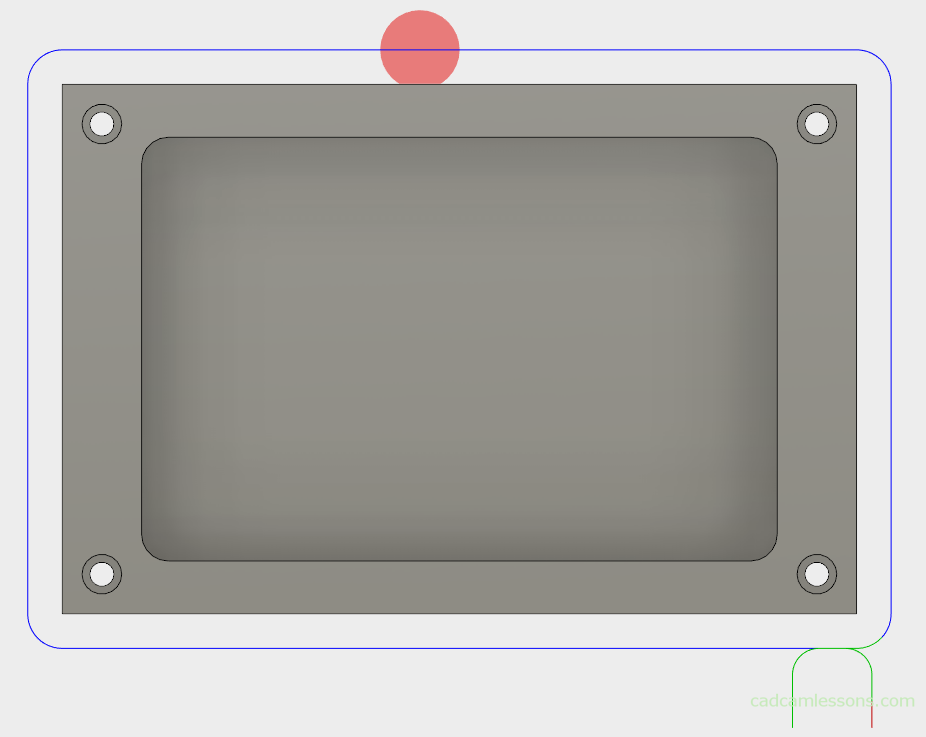
In the top view it looks like this:
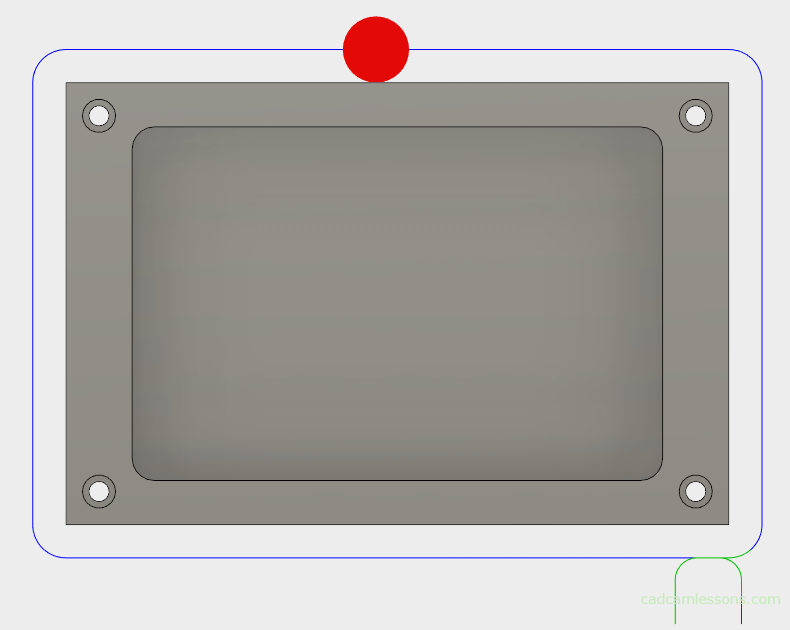
So there is no allowance from the Radial Stock to Leave field.
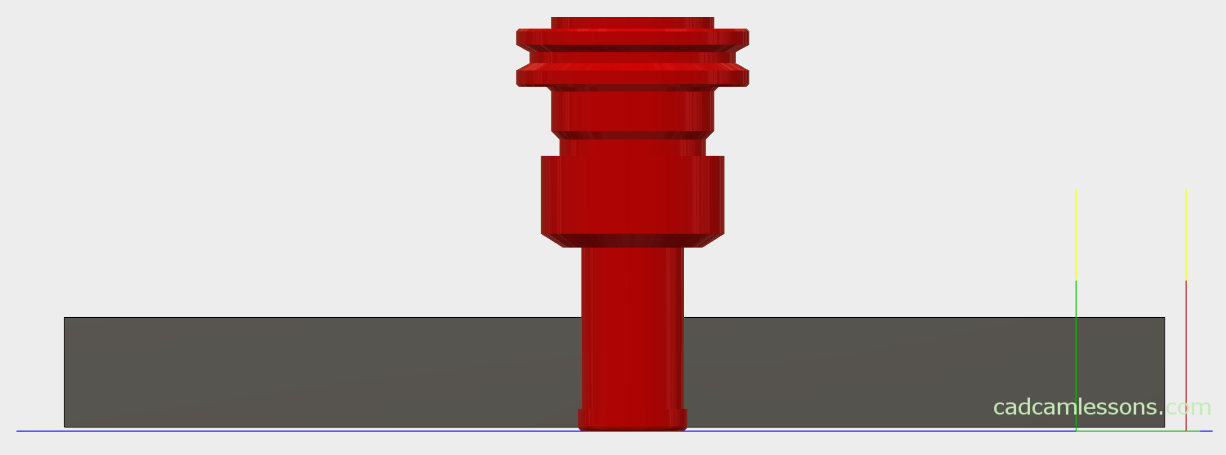
In the side view, it looks like this:
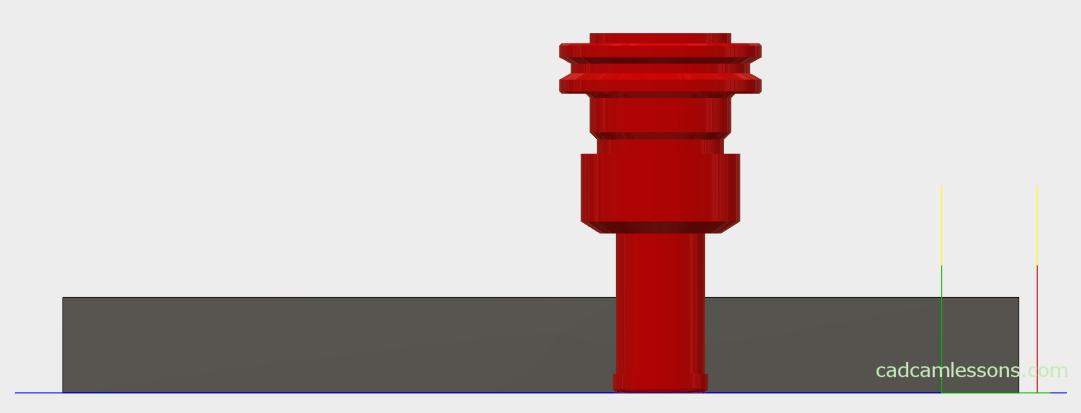
So there is no allowance for Axial Stock to Leave.
Of course, for now we skip the collision that resulted from the use of a tool with a flute length smaller than the depth of one pass.
Radial allowance
Let’s set now Radial Stock to Leave = 5.

We can see that now the tool is clearly offset from the contour and after this machining a 5 mm allowance will remain on the side. So we will have a 10 mm allowance for the dimension.
Axial allowance
Let’s set now Axial Stock to Leave = 5.
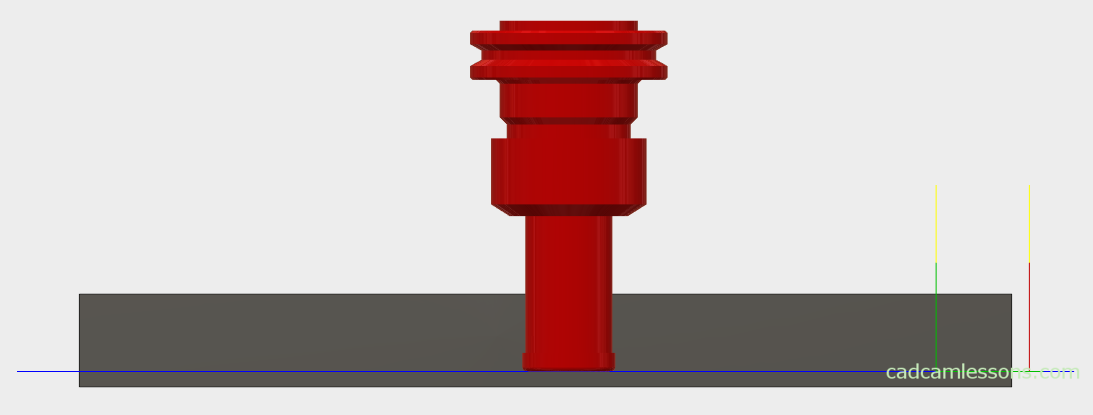
Here it is also clearly visible that the finishing allowance will remain after the machining.
Both of these options will be very useful when separating roughing and finishing, when we use other tools for both types of machining. For example, with a milling head that allows you to work with high feeds, we do roughing, and then finish with a cutter to obtain a better surface quality.
And what will happen if we enter negative allowances?
For Radial Stock to Leave = -2, the machining will look like this:
We will get here the undercut material -2 mm per side, that is, the dimensions will be smaller by 4 mm. This negative allowance can not be less than the negative radius (half tool diameter) value. So for a tool with a diameter of 30 mm, the negative allowance must be greater than -15 mm.
In the case of an allowance of Axial Stock to Leave = -1, we will get:
Here, the machining will run 1 mm below the indicated depth. Here we have a limitation that this allowance must be greater than the negative tool’s corner radius value. So for a tool with a corner radius of 1.5 mm, the finishing allowance must be greater than -1.5 mm.
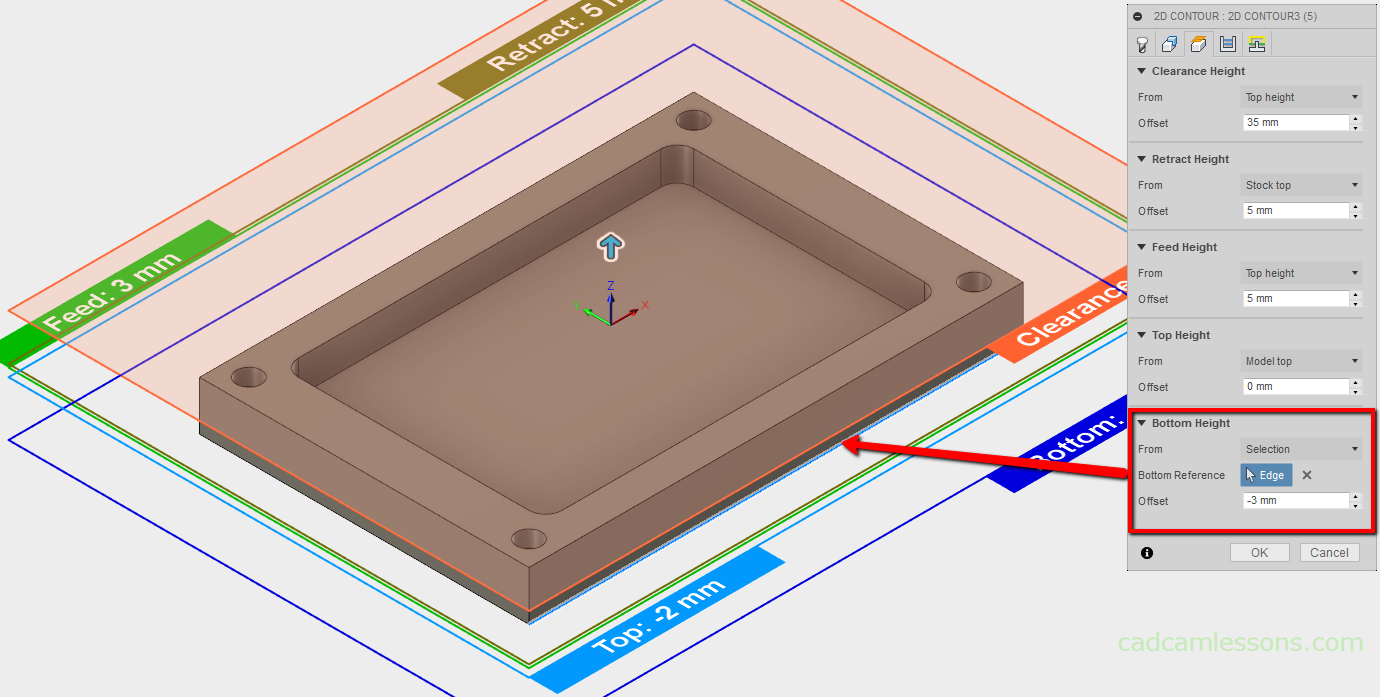
So to be sure that part will be machined, we have to go back to the Heights tab and change the milling depth there.