
Better surface finish after 2D Contour
Additional finishing passes can be adjusted to get a better surface finish.
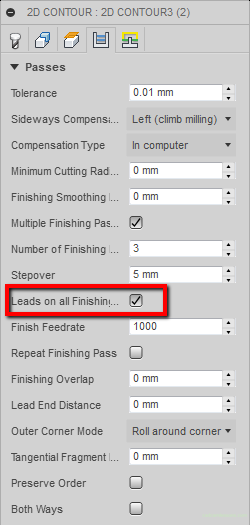
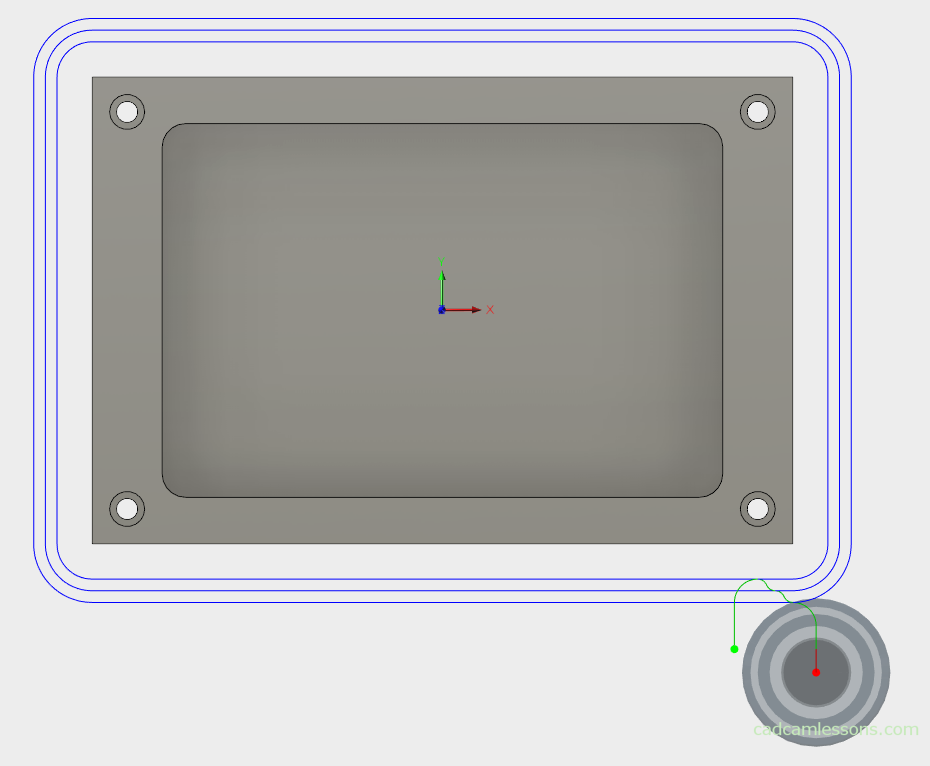
The Leads on all Finishing Passes will add the tool in and tool out to each pass.
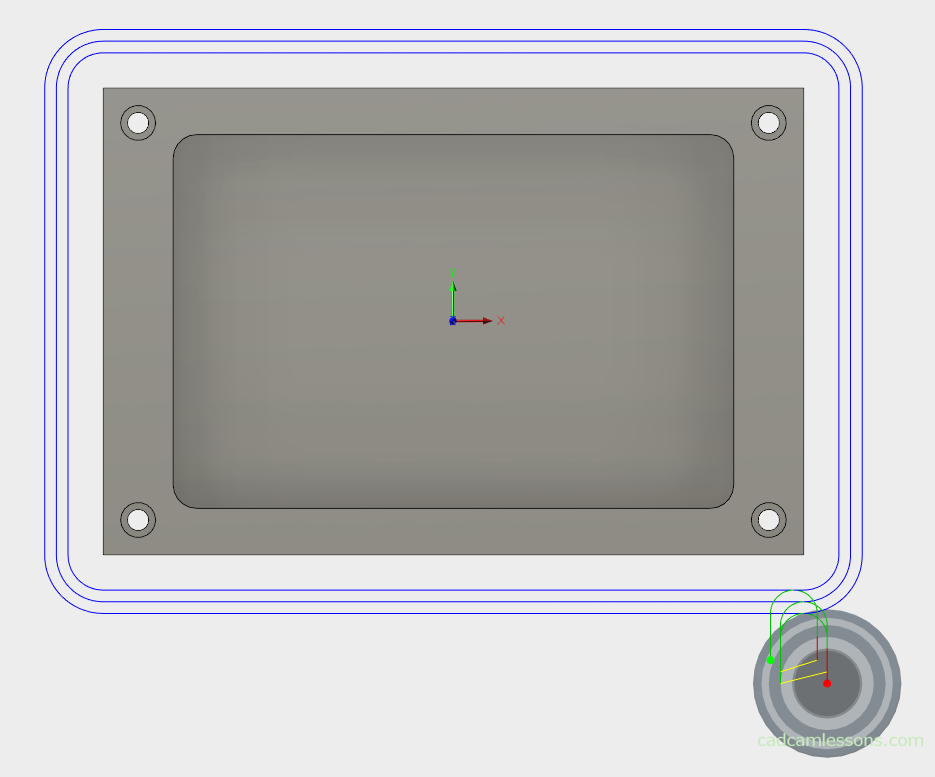
When this option is unselected, we will get something like:
As in any case, so in this, you have to approach the case individually. Depending on what tool we work with, what parameteres we use, what layer of material we cut in one pass, etc., we decide whether tool in and tool out is needed or if it is enough to link the next pass with a spline.
The next parameter, Finish Feedrate, allows you to specify the feedrate for the last pass. By reducing the feed (but without changing the spindle speed) in the last pass, we can achieve a better surface finish.
We can also use the Repeat Finishing Pass parameter and repeat the last pass. This pass has almost no material to remove, but after the last pass sometimes the surface quality may not be satisfactory. For example, if there was too much material to be removed. Repetition of the last pass can be called as polishing. And mainly this is to “polish out” the surface.
The Finishing Overlap parameter may be useful. By default, the tool in and tool out are in the same place. Sometimes a trace may remain in this place, so it is worth to move tool out point a little bit. So that the tool out point is in the different place that the tool in point. And this is what the Finishing Overlap parameter corresponds to. If you enter there, for example, 10 mm, the tool’s out point will be shifted by 10 mm from the tool’s entry point.
If you want a visually good surface finish, it is worth remembering about these parameters. It may take some time, but it depends on what you want to achieve. Sometimes struggle for seconds does not make sense, and sometimes struggle for a perfectly made surface is pointless.
If you find my tutorials helpful, you can support CADCAMLessons:
https://ko-fi.com/cadcamlessons