
If you find my tutorials helpful, you can support CADCAMLessons:
https://ko-fi.com/cadcamlessons
2D Pocket Fusion 360 – Stepover
A parameter that can be used when machining multiple geometries in a single operation is the Preserve Order.

If you select several different geometries to be machined in one operation, then after selecting the Preserve Order parameter, the geometry will be machined in the order in which they were selected. If this parameter is deselected, the CAM system will select the optimal order.
Another parameter, which in the case of a typical 2D pocket machining, does not have too much impact on the machining is the Both Ways parameter. This parameter allows for climb and conventional machining in one operation – machining in both directions. However, tool paths for 2D pockets in CAM systems, in most cases, are generated in such a way that the shape of the pocket contour is mapped. While in the case of machining open contours, the use of this parameter can save a lot of time, in the case of pocket processing, its use may not even be visible.
Another, very important, option is the Maximum Stepover.
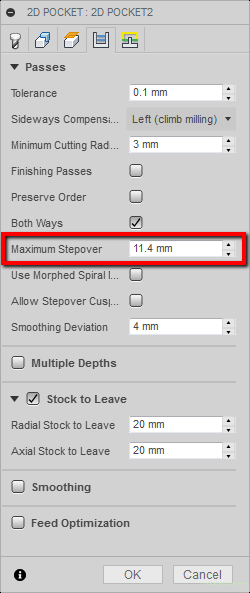
This is the value that determines the maximum distance between subsequent passes.
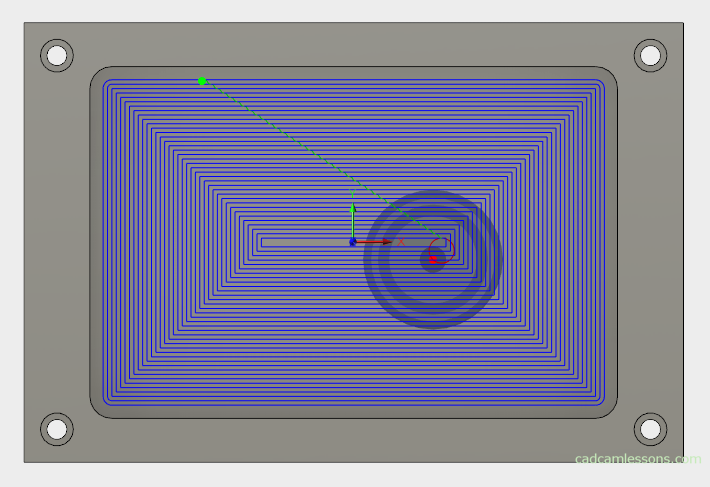
For the Maximum Stepover = 11.4 mm, the tool path looks as follows.

Now let’s set the parameter Maximum Stepover = 2 mm.
You can see significant compaction of tool paths. You may asked what is the optimal width of the pass? It is difficult to answer this question. More and more often is observed the trend to machine with the full working length of the tool, but with a small cutting width and using special algorithms. However, when talking about “traditional” machining of the pocket, it will not be a mistake if we take about 1/3 * the diameter of the tool or 2/3 * the diameter of the tool. However, it is not recommended to use a cutting width equal to half the diameter of the tool. This is due to the fact that the largest force acts centrally on the tool axis and on the spindle axis. It’s as part of a curiosity to consider in the future.