
Roughing Passes in 2D Contour machining
The next section in the Passes tab in the 2D Contour operation is the Roughing Passes section. This section is responsible for the additional, roughing passes in the contour machining.
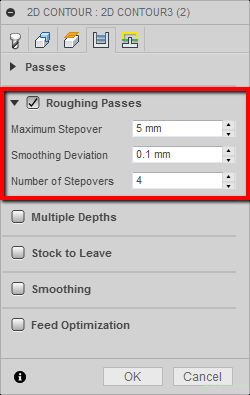
Maximum Stepover
The first parameter is the Maximum Stepover. this is the maximum step of passes. This is the parameter corresponding to the distance between consecutive roughing passes.
The following figure shows the Maximum Stepover parameter set to 5.

And in the figure below, the Maximum Stepover parameter is set to 10.
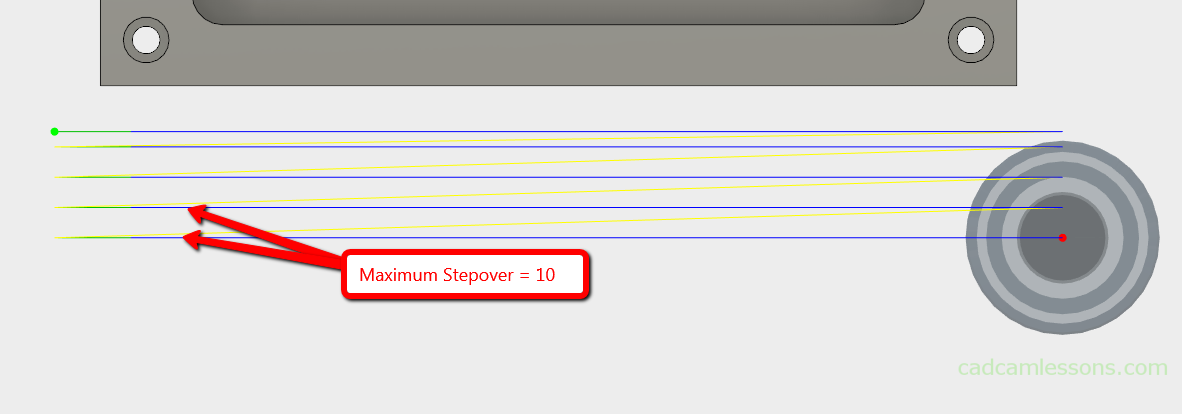
In the XY axes (in the top view), there is a clear increase in the distance between consecutive passes.
Smoothing Deviation
The Smoothing Deviation parameter is responsible for the same thing as the previously described Finishing Smoothing Deviation parameter, which prevents sharp corners in the tool path. Adds fillets in the tool path to maintain high cutting speed.
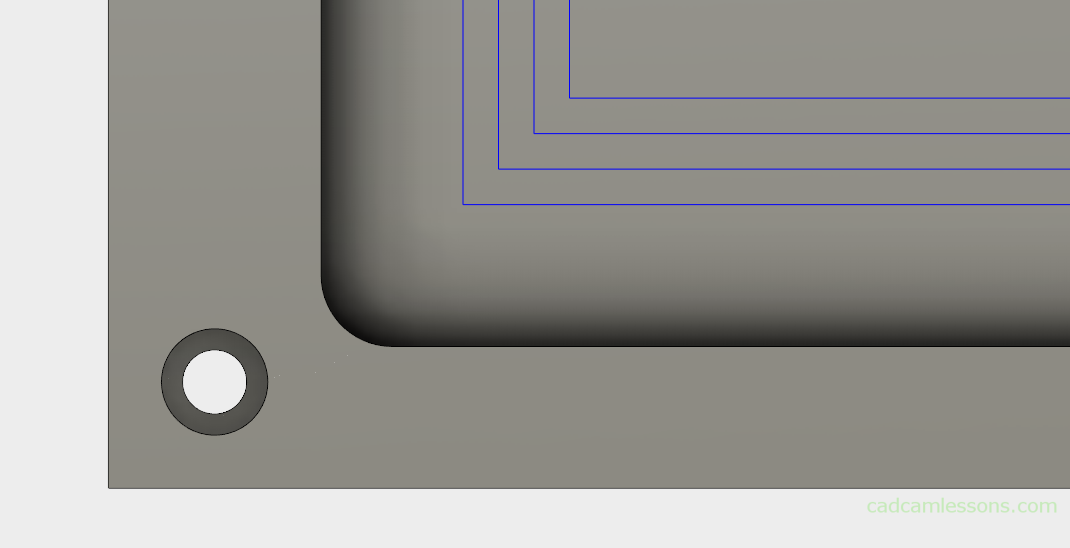
In the following image, the tool path in which the Smoothing Deviation parameter is set to 0.
In the following image, the tool path in which the Smoothing Deviation is set to 1.
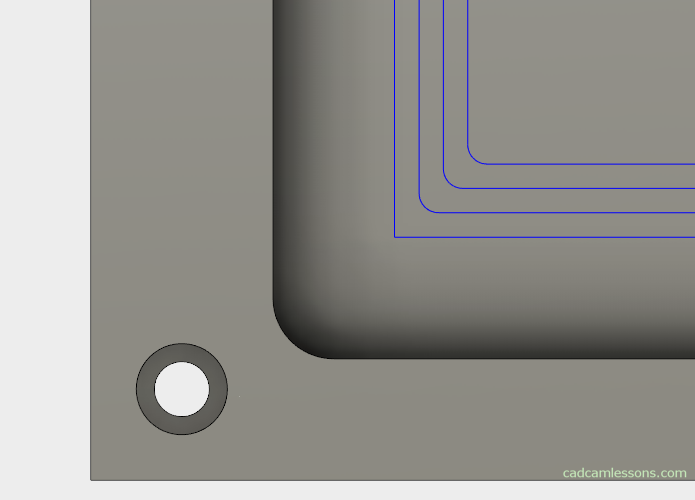
You can already see fillets in the tool path in additional roughing passes.
As we mentioned earlier, it is worth adding such fillets so that the changes in the cutting direction run smoothly.
We often look for additional strategies and additional modules of CAM systems that allow programming of high-speed machining, and we forget about such basic methods as adding fillets in toolpath corners. As for me, this is one of the first steps towards high speed machining. High speed machining is not only additional strategies available in CAM systems, it is also tools and the programmer’s experience.
It is easy to see that only three of the four passes have fillets at the corners of the tool path.
The question arises why this happened when the Smoothing Deviation parameter is set to 1 and in the other passes we have fillets?
After changing one parameter, we get something like:
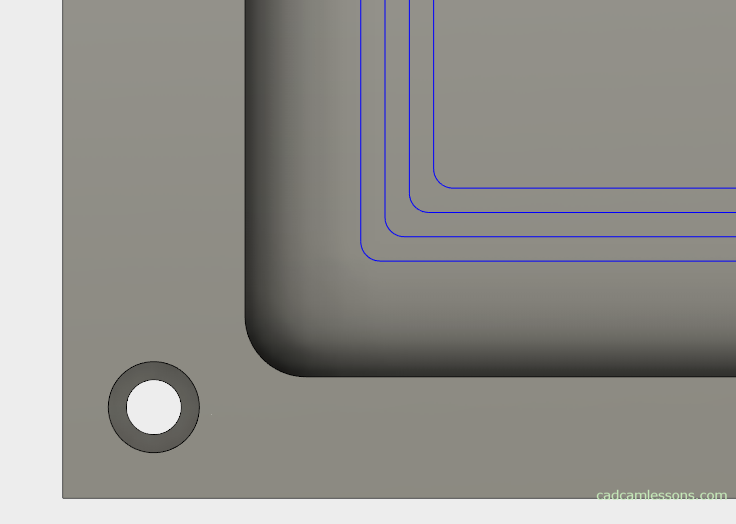
So we already have fillets in the corners in each pass. The Finishing Smoothing Deviation parameter was responsible for this, previously it was set to 0, now it has been changed to 1.
It’s worth remembering about these parameters.
The last parameter in the Roughing Passes section is the Number of Stepovers parameter, which is simply the number of passes.
This section will be helpful when you want to split the contour processing into roughing, semi-finishing and finishing. As part of one operation, we can prepare full contour processing from roughing to finishing, without the need for several separate operations. When learning to program machining in CAM systems, the use of several operations on the same contour is not bothersome, but already during work, the less the strategy the better. Especially when you need to edit something. With complete processing in one operation, we edit only one operation and we have less risk than if we had this broken down for several operations that we omitted something.
If you find my tutorials helpful, you can support CADCAMLessons:
https://ko-fi.com/cadcamlessons